前言:在AI时代,论文如潮水般涌来,让人应接不暇?别担心!老白分享实用技巧让阅读论文变得轻松有趣。无论你是新手还是老手,这些方法都能帮你高效掌握前沿知识,告别信息焦虑。快来试试,让AI成为你的阅读伙伴!
无意间翻到一个讨论,话题是:如今研究论文数量越来越多,想要跟上节奏变得越来越难。大家普遍认为,目前人工智能领域的研究太多了,根本不可能全部读完。如果我们跟不上,就会错过许多重大的信息。讨论的核心问题是:如果人类都读不完这些论文,那我们到底是写给谁看的?如果真正读论文的是大语言模型(LLM),那论文的理想格式又该是什么样?
所以今天老白想分享一下我目前是如何阅读论文的——既有手动阅读,也有 AI 辅助。我希望如果你也被论文的数量压得喘不过气,这些方法或工具能帮你找到适合自己的节奏。老白并没有“LLM 时代论文理想格式”的标准答案,但是可以分享目前对我有效的方法。
手动阅读法——三遍阅读法
以前我们读论文都是纯手动的,要么打印出来,要么用电子阅读器。当时我接触到一篇由 S. Keshav 撰写的论文,介绍了三遍阅读法。这方法你可能也听说过,它把阅读过程分成三个步骤,简单又高效。
三遍阅读法能让你根据时间和目的,控制阅读的深度。每一遍的重点如下:
- 第一遍:快速浏览,抓住主旨。我们只需扫一眼论文,了解核心内容,看是否与我们相关。目标是回答 5 个 C:论文的类别(Category)、主要贡献(Contribution)、假设是否正确(Correctness)、写作是否清晰(Clarity)、研究的背景(Context)。这一遍一般只需 5–10 分钟。
- 第二遍:花大约一小时更深入地阅读。可以做笔记、写评论,但暂时跳过数学推导。重点关注图表,看看作者的思路是如何展开的。
- 第三遍:细读阶段。此时我们已确定论文值得深入研究,就要仔细推敲每个论点,理解逻辑链条,甚至能在脑中复现研究过程。这一遍还要质疑作者的假设,看结论是否站得住脚。
直到今天,我仍尽量用三遍阅读法开始阅读。不仅适用于学术论文,对长篇技术博客或文章也同样有效。
聊天机器人总结法——基础版
如今,把论文丢进一个带 LLM 的聊天机器人里,让它快速总结,已经很容易了。这没什么问题,但我发现许多 AI 总结太快,常常把论文的精华“压平”了。
不过,我找到了一些比“summarise this paper(总结这篇论文)”更有效的提示词。例如,可以让 LLM 按“三遍阅读法”的结构来总结,效果更好:
请用“三遍阅读法”来解读这篇论文。
第一遍:快速浏览,了解论文在讲什么。
第二遍:提炼主要思想,并说明其重大性。
第三遍:深入细节,指出我应该关注的要点。
另一种好用的提示词是“问题–思路–证据”结构:
请告知我:
• 论文尝试解决什么问题
• 他们采用的主要思想
• 他们是如何支持这一思想的
• 结果意味着什么
如果我想知道论文与以往研究的区别,可以这样问:
请告知我论文的主要思想,并指出它的局限性或需要注意的地方。
如果第一次回答太简略,我们可以继续追问。但对我来说,问题在于:要在不同标签页之间来回切换——一边看论文,一边看 AI 的解释——这很麻烦。我希望能有一种方式,把论文和 AI 辅助放在同一个界面上。于是我开始寻找这样的工具。
专用工具——界面体验很重大
我开始探索一些能提供 LLM 辅助、同时又有良好界面的工具。以下是我亲自使用过的三个。这不是完整清单,只是我认为在不破坏阅读体验的前提下,表现不错的工具。我也会分享每个工具我最喜爱的功能。
1. alphaXiv
AlphaXiv 是我用得最久的工具,由于它把许多实用功能都整合在平台里。你可以直接在它的主页浏览论文,也可以把任意 arXiv 链接里的 arxiv 改成 alphaxiv。界面很简洁,AI 辅助工具直接嵌在论文上方。除了常见的聊天窗口外,你还能高亮论文中的任意部分并直接提问。还可以通过 @ 功能 引用其他论文的内容。想深入研究时,它还会显示相关论文、GitHub 代码、引用情况和简短的文献笔记。甚至还有 AI 语音讲解功能。
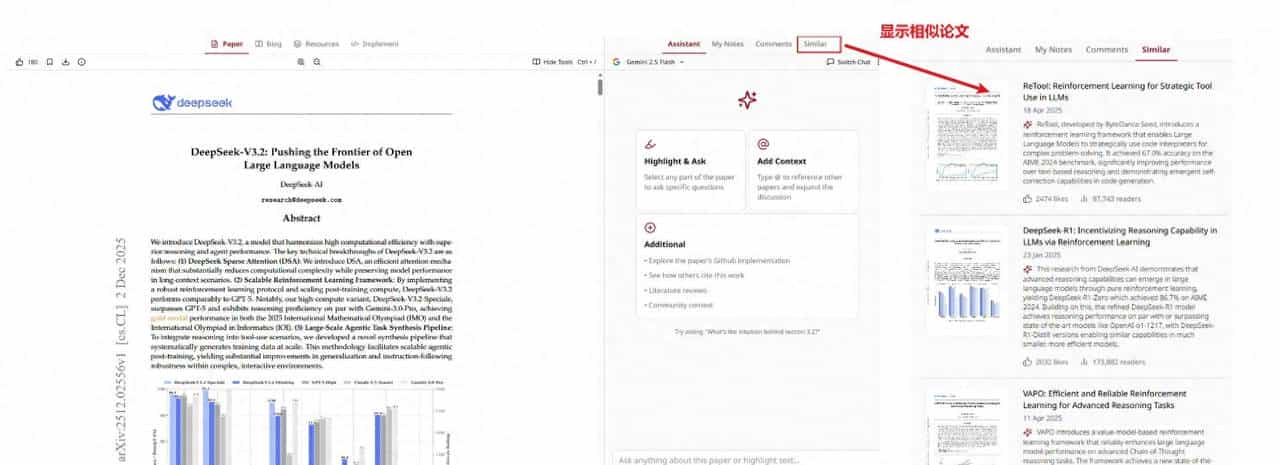
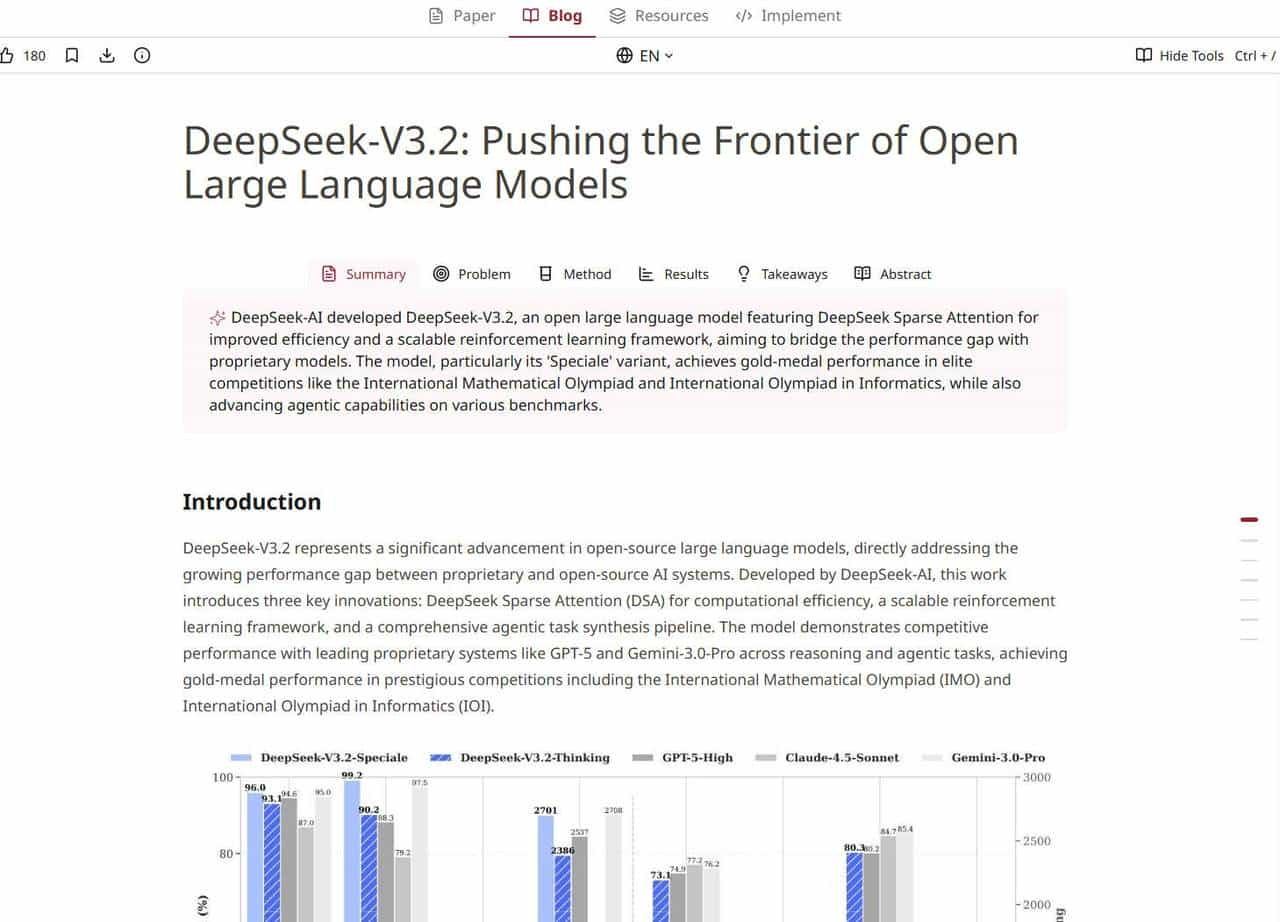
我最喜爱的是它的 博客模式。这种模式会把论文变成更易读的版本,保留图表和结构,像是一篇博客文章,方便我决定是否要深入阅读全文。
2. Papiers
你是怎么发现新论文的?我一般靠几个网站(列如huggingface等等)快速浏览下,有时是通过一些社交媒体上的信息。不过问题是,这类信息太多,信号和噪音混在一起,很难筛选。Papiers 把论文的讨论和相关论文都聚焦在一个地方,让“发现论文”成为阅读流程的一部分。
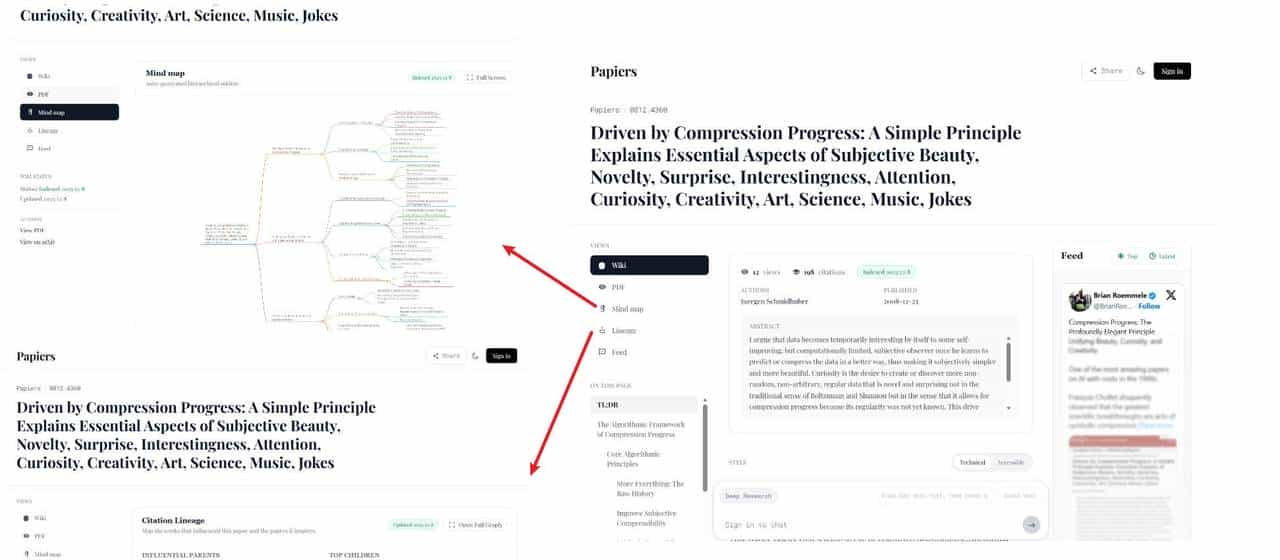
Papiers 是一个相对新的工具,但功能已经很不错。除了能看到论文的讨论外,它还提供两种 Wiki 风格视图——技术版和通俗版,你可以根据自己的理解水平选择。还有一个 Lineage(血统图) 视图,展示论文的“继承关系”,协助你了解研究的前因后果。它还提供思维导图功能(类似 NotebookLM),超级直观。
不过我发现,有些论文会提示 paper not found 错误。据说目前论文是按需索引的,这就解释了缘由。毕竟是新工具,老白信任这些问题会逐步改善。
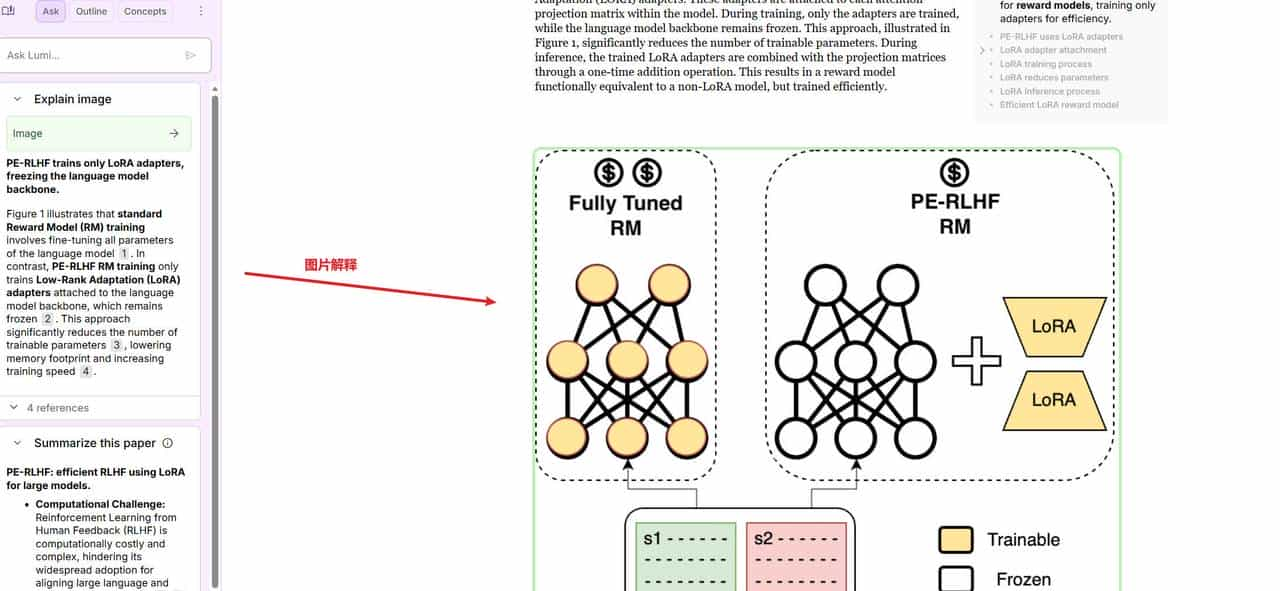
3. Lumi
Lumi 是 Google People + AI Research 团队推出的开源工具。和他们一贯的风格一样,界面设计超级精致。Lumi 会在论文旁边显示简短摘要,让你能同时阅读原文和 AI 总结。点击任何参考文献,它会直接跳转到对应句子。更棒的是,它不仅能解释文字,还能解释图片——你选中图像后,它会告知你图中内容的含义。
唯一的限制是,目前它只支持 arXiv 上带有 Creative Commons 许可的论文。我希望未来能扩展到所有 arXiv 论文,甚至允许上传其他 PDF。
其他值得一提的工具
虽然老白主要使用上面提到的三个工具,但也遇到过一些不错的替代方案。如果它们更符合你的阅读习惯,也值得一试:
- SciSpace 功能超级全面。除了能与论文对话外,还能做语义文献综述、深入研究、撰写论文,甚至创建可视化图表。不过它是付费工具,免费版功能有限。
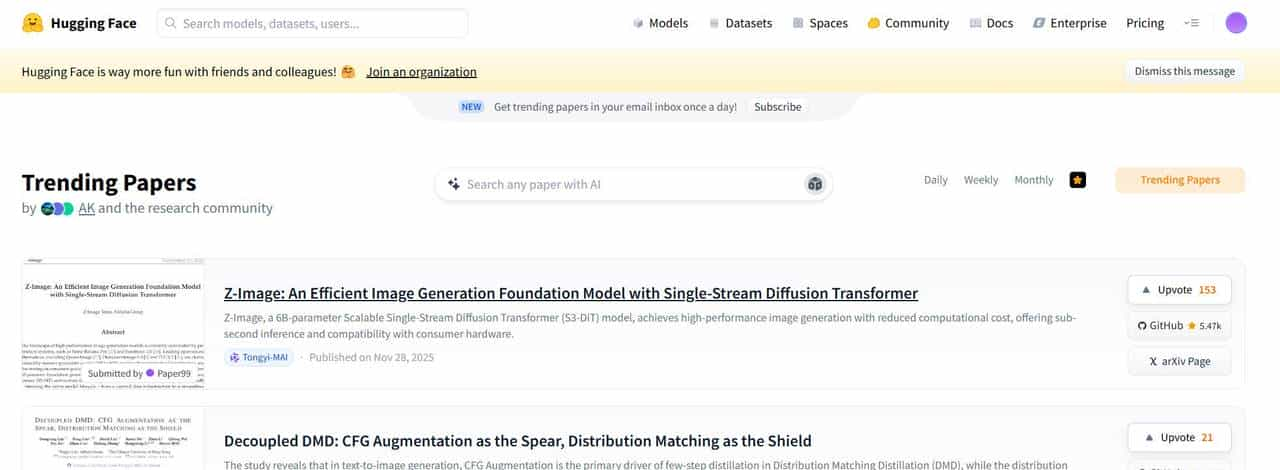
- Daily Papers 由 HuggingFace 提供,适合想了解热门论文的人。它还能直接显示哪些模型、数据集或空间引用了某篇论文(如果有)。
总结
老白阅读论文的主要目的是跟进了解当前业界的前沿信息,同时也为博客做文献参考。一般我会结合上面提到的三种策略使用。我依旧喜爱手动阅读,但当我想深入理解、查找相关论文或探索细节时,上文提到的三款工具帮了我许多。如果有任何问题,欢迎大家在评论区留言。老白也会在后续的章节中,继续分享大模型相关的知识。
#人工智能##学习方法#
© 版权声明
文章版权归作者所有,未经允许请勿转载。
相关文章




暂无评论...